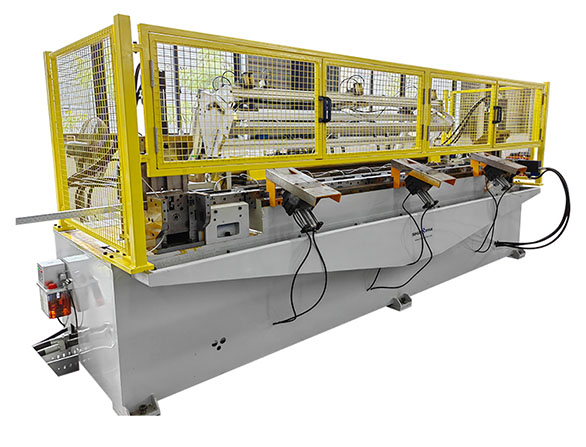
천장 T 그리드 롤 성형기
기계 이름:
자동 고속 다중 사양 메인 티 그리드 롤 성형 기계는 한 세트의 롤러 성형 장치(COMBI)를 교체하여 사용할 수 있습니다.
기어박스를 이용한 롤러 성형 장치
1.1. T-바 생산 라인은 PLC로 모니터링할 수 있습니다. T-바 생산 라인에 오류가 발생하면 PLC가 오류를 찾아냅니다. 작업자의 유지 관리가 용이합니다.
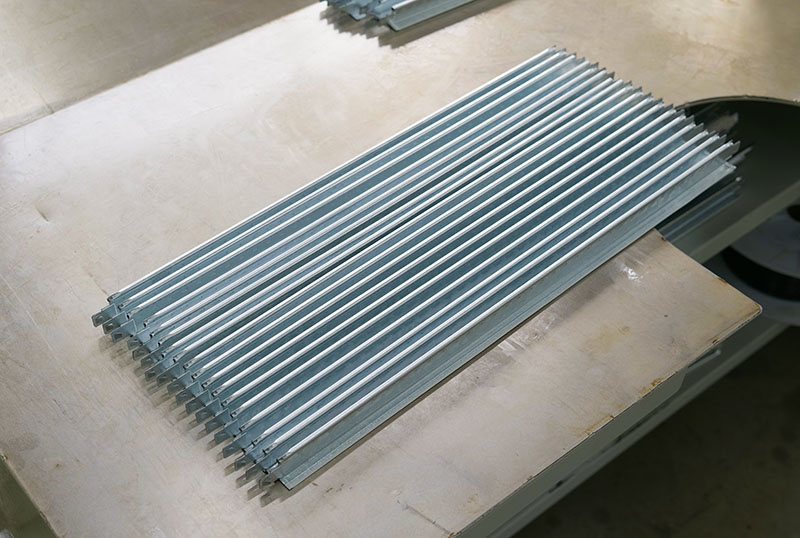
1.2. T-바 생산 속도는 0~60m/분입니다. 크로스 T-바 평균 속도는 분당 36m입니다. 1분에 길이 3660mm(12피트)의 6개, 길이 1200mm(4피트)의 메인 트리 40개를 생산할 수 있습니다.
1.3. 다양한 사양 롤러 성형 유닛(6)은 30분 이내에 교체 가능하며, 롤러 성형 유닛(6) 1세트를 추가하면 24X32H 사양을 생산할 수 있습니다.
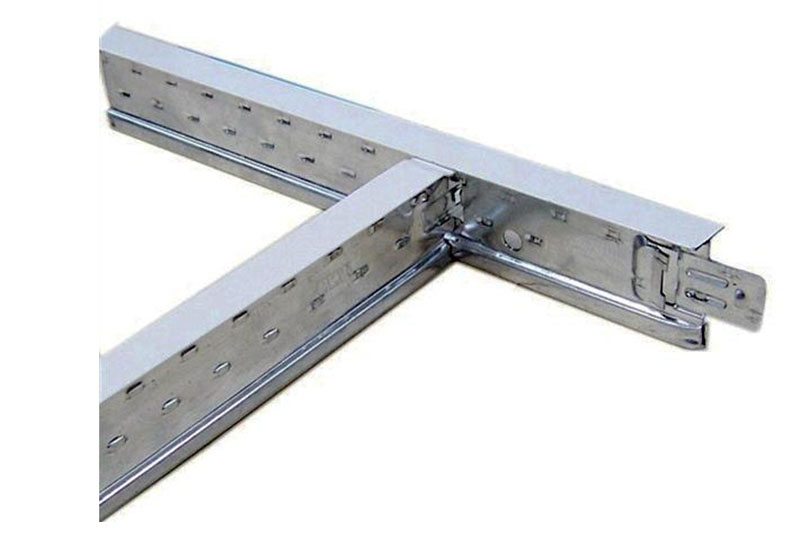
제품 도면:
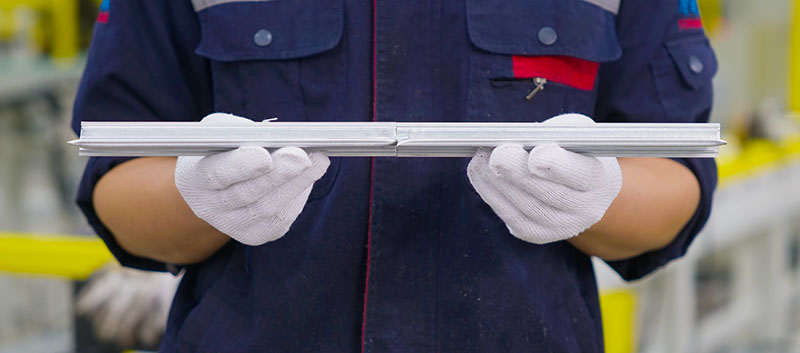
메인 T 바 프로파일 38h *24*3600mm/3700mm.
크로스 T 바 프로필 38h*24*600/1200mm.
우리는 귀하가 확인한 도면에 따라 기계를 설계합니다.
1. 이중 모터화 디코일러(페인트강 코일)
1.1. 적재 용량 : 1500Kgs*2
1.2. 코일 사양: 외경 2,000mm, 내경 508mm. 도장 강판 코일 폭: 100mm
1.3. 코일을 조이기 위해 손으로 롤링하는 방법
1.4. 모터로 구동
1.5. 구동 모터: 1.5kw
2. 이중 모터화 디코일러(아연 도금 강철 코일)
2.1. 적재 용량 : 3000kg*2
2.2. 코일 사양: 외경 1,500mm, 내경 508mm, 폭 150mm.
2.3. 손으로 말아서 코일을 조입니다.
2.4. 모터로 구동
2.5. 구동 모터: 1.5kw

롤러 성형 유닛은 고속으로 작동하므로 모터와 감속기를 보호하고 수명을 연장하기 위한 보관 장치가 필요합니다.

모터 출력은 15KW이고, 브랜드는 ABB입니다.
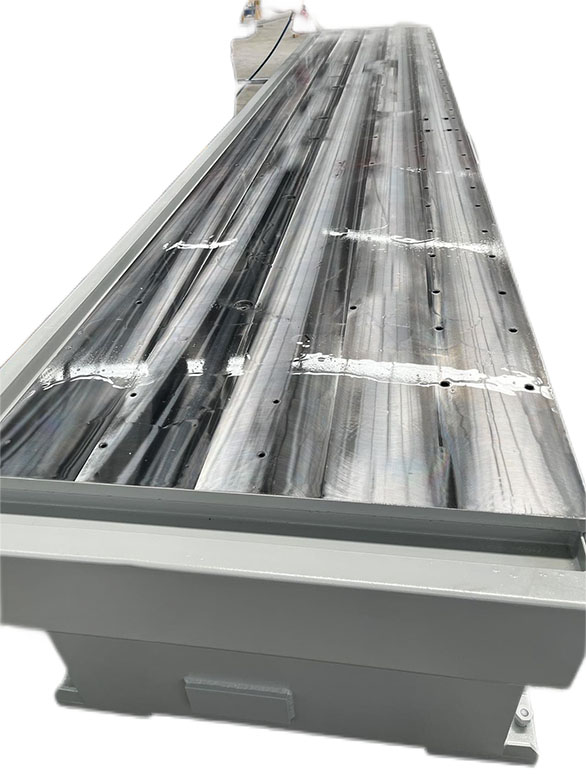
기계 기본 소재는 Q345-B 강철로 전체 열처리를 거쳐 내부 힘을 제거하여 기계 수명을 연장합니다.
기계 작업대는 고정밀 수준을 위한 대형 CNC 전체 가공을 사용하며, 평면 허용 오차는 0.05mm 이내, 롤러 성형 유닛이나 위치 핀의 간격은 0.02mm 이내입니다.
롤러 성형 유닛(COMBI)은 기계 베이스에 고정되어 있습니다. COMBI는 다양한 T 바 크기에 따라 교체할 수 있습니다.
롤 성형 스테이션 16+ 5 보조 롤러, 롤러 소재는 CR12MOV1(SKD11) 진공 열처리 58-62 HRC.
롤포밍 머신은 기계의 수명을 연장하기 위해 전체 기어박스 구조를 채택했습니다.
샤프트 코어 직경은 ∮40mm이고, 재질은 담금질 열처리를 통해 40 CR입니다.
벽 프레임 소재: Q345-B, CNC 가공, 열처리.
좌석 교정기 수량: 1세트, 사용법은 위아래, 앞뒤, 좌우에서 프로필을 교정하는 것입니다.
성형 라인 속도는 0~80M/min입니다. 빠르거나 느린 속도는 자동으로 조절됩니다.

펀칭다이는 진공열처리된 SKD11소재를 사용하며, 경도는 HRC 58~62입니다.
펀칭 구멍 다이 6개를 설치합니다.
절단 길이 3600mm T-바 장착 구멍, 유압 펀칭으로 연결, 로봇이 펀칭된 T바를 스태킹 테이블로 운반합니다.
모터 출력: 15KW, 모터 브랜드: ABB
펌프 작동 압력: 140kg 유압 유량: 65L 브랜드는 Rexroth(독일)입니다.
오일 실린더, 수량: 9개
어큐뮬레이터: 25L 브랜드: OLAER(프랑스)
압력 센서, IFM(독일) 전자기 밸브: Rexroth(독일)
여과 브랜드는 Parker(미국) 10.7이고, 오일은 물이나 공기(맞춤형)로 냉각됩니다.

PLC 브랜드: MITSUBISHI(일본).
전단 컨트롤러:이탈리아(SIHUA).
주파수 인버터 전력: 15KW 브랜드: YASKAWA(일본)
릴레이 및 차단기 브랜드: 슈나이더.
인간-기계 인터페이스(터치스크린) 브랜드: KINCO, 크기 10.4인치.
빠른 플러그로 외부 전선을 연결한 전기 캐비닛입니다.